

Cynkowanie ogniowe stanowi trwałą ochronę konstrukcji stalowych. Aby jednak zabezpieczenie było trwałe i odporne na uszkodzenia mechaniczne należy zadbać o prawidłowe przygotowanie podłoża. Przygotowanie konstrukcji do cynkowania ogniowego wymaga już na etapie produkcji wykonania otworów technologicznych, podziału konstrukcji na elementy wysyłkowe, jak i zadbanie o powierzchnię metalu.
Przygotowanie konstrukcji stalowych
Konstrukcje stalowe cynkowane powinny spełniać następujące warunki:
- Spoiny należy wykonać w osłonie gazów ochronnych (metoda półautomatyczna). W przypadku spawania elektrodami otulonymi istnieje ryzyko złej jakości powłok cynkowych na spoinach,
- Konstrukcja powinna się składać z jednego gatunku stali. Gatunek stali ma bezpośredni wpływ zarówno na jakość powłoki cynkowej, jak i na przyczepność, połysk, gładkość oraz grubość powłoki,
- Spoiny powinny być szczelne oraz ciągłe. W przypadku pozostawienia szczelin lub wnęk, istnieje ryzyko pojawienia się tzw. „krwawych wycieków” w wyniku wypłynięcia ze szczelin kwasów i topników niszczących powłokę,
- Wszystkie krawędzie należy fazować. W przypadku pozostawienia ostrych krawędzi istnieje ryzyko pęknięcia powłoki cynkowej,
- Każdy element przeznaczony do cynkowania powinien być przygotowany zapewniając możliwość podwieszenia materiału w procesie cynkowania.
Przygotowanie otworów technologicznych
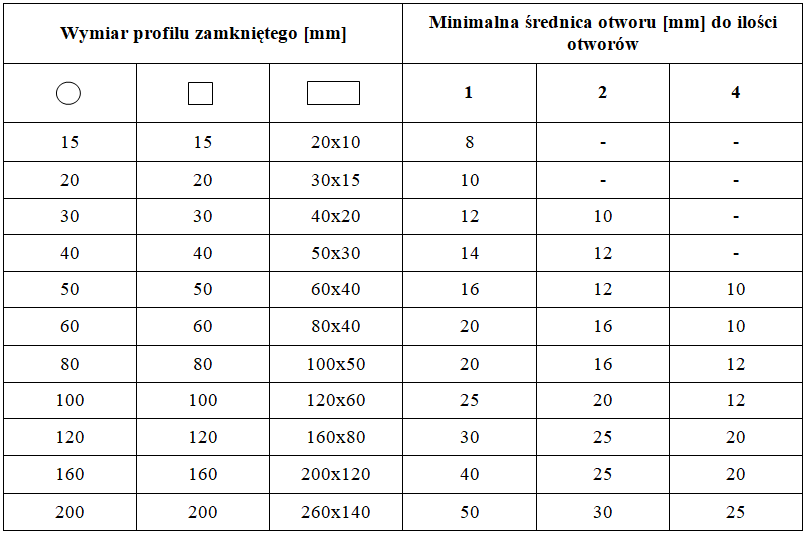
W przypadku, gdy konstrukcja posiada żebra, blachy węzłowe, różnego rodzaju wnęki, itp., konieczne jest wykonanie otworów technologicznych. Miejsca, w których należy wykonać otwory technologiczne, gdy nie jest to określone w dokumentacji warsztatowej, można uzgodnić z technologiem ocynkowni. Wykonanie otworów technologicznych pozwala na swobodny przepływ ciekłego cynku po wyjęciu elementów z wanny. Pozostawienie przekrojów zamkniętych, gdzie powstają pustki powietrzne, mogą doprowadzić do deformacji lub nawet do rozerwania konstrukcji. W związku z powyższym każdy element, w którym nie jest możliwy swobodny przepływ cynku powinien posiadać otwory technologiczne ściekowe i odpowietrzające. Wielkość oraz liczba otworów zależy od rodzaju materiału, z jakiego została wykonana konstrukcja. W poniższej tabeli zestawiono wielkość oraz liczbę otworów w zależności od wielkości profilu zamkniętego:
Przygotowanie powierzchni konstrukcji stalowych
Powierzchnia konstrukcji stalowych powinna być wolna od zanieczyszczeń, których usunięcie nie jest możliwe w procesie kąpieli chemicznych tuż przed cynkowaniem. Do takich zanieczyszczeń zalicza się:
- odpryski spawalnicze,
- zgorzelina,
- zanieczyszczenia tłuszczami, smarami, olejami,
- zanieczyszczenia farbami,
- inne pozostałości spawalnicze, takie jak: preparaty spawalnicze,
- w przypadku spawania elektrodą należy dokładnie usunąć otulinę spawalniczą.
Ponadto przygotowując konstrukcję do cynkowania należy zadbać o fazowanie (zaoblenie) krawędzi. Zbyt ostre krawędzie mogą spowodować spękanie warstwy cynkowej. Aby uniknąć zalania gwintów lub elementów ruchomych, takich jak: przeguby, zawiasy przed wysłaniem konstrukcji do cynkowania należy zabezpieczyć ich powierzchnię farbą dwuskładnikową.
Uwaga
Oddziaływanie wysokich temperatur w procesie cynkowania może powodować odkształcenia konstrukcji w wyniku „uwolnienia” naprężeń spawalniczych. Odkształcenia te najczęściej występują w przypadku elementów nieusztywnionych, takich jak arkusze blach bądź otwarte kształtowniki gięte. Warto wspomnieć, że powłoki cynkowe uwydatniają wszystkie wady znajdujące się na powierzchni metalu, takie jak: rysy traserskie, pory, odpryski spawalnicze, wadliwe spoiny, zawalcowania, miejsca szlifowania, itp.
Tabela otworów technologicznych
Zobacz też:
Obliczenie zapotrzebowania na farbę – poradnik







